
Sommaire
Vous avez passé trois heures à limer cette pièce de remplacement pour un mécanisme d'horlogerie ou une platine d'arme ancienne. Premier test, le verdict tombe : le métal plie et reste tordu. Pire, il casse net comme du verre. Ce n'est pas de la malchance, c'est de la physique. La différence entre un bout de ferraille inutile et un ressort performant tient à une alchimie précise entre le choix de la matière et votre maîtrise du feu.
Ici, nous transformons votre atelier en laboratoire de métallurgie appliquée. Oubliez l'à-peu-près : pour obtenir un ressort qui encaisse les contraintes et revient à sa position initiale des milliers de fois, le protocole ne tolère aucune improvisation.
Pour fabriquer un ressort plat fonctionnel, il faut utiliser un acier à haute teneur en carbone, comme du XC75 ou une lame de scie recyclée. Le processus exige trois étapes : le formage à l'état recuit, la trempe à l'huile (chauffage au rouge cerise suivi d'un refroidissement brutal) pour durcir la pièce, et le revenu (chauffage doux) pour lui rendre son élasticité sans qu'elle ne casse.
Les fondamentaux métallurgiques
Pourquoi l'acier acheté au rayon bricolage ne fera jamais l'affaire ? Parce que c'est un acier « doux » à faible teneur en carbone. Il a une limite élastique ridicule : tordez-le, il subit une déformation plastique immédiate. En clair, il reste plié.
Un ressort doit accepter une déformation majeure et revenir à zéro. Pour réussir ce tour de magie, il vous faut un acier capable de durcir par traitement thermique. Mais attention, la dureté ne suffit pas. Un acier simplement trempé est dur, certes, mais aussi fragile que du cristal. La réussite de votre projet dépend à 20 % de votre travail de lime et à 80 % de la qualité de votre traitement thermique (le couple trempe + revenu). C'est ce binôme qui modifie la structure cristalline du métal pour lui donner sa « mémoire » de forme.
Quel acier choisir pour votre ressort ?
C'est là que la majorité des projets échouent avant même l'allumage du chalumeau. Si la chimie de départ est mauvaise, aucune technique ne sauvera la pièce.
Les nuances d'acier professionnelles
Pour garantir le résultat, partez sur une base saine. Deux références dominent le marché des ressorts plats et restent accessibles aux particuliers via les fournisseurs de coutellerie :
- L'acier XC75 (ou 1075) est le roi du « Do It Yourself ». C'est un acier au carbone simple (0,75 % de carbone) très tolérant. Il pardonne les légères erreurs de température et se trempe parfaitement à l'huile.
- Le 45Si7 ou 55Si7 sont des aciers alliés au silicium. Conçus spécifiquement pour les suspensions ou les machines, ils sont excellents mais demandent une gestion des températures bien plus rigoureuse.
Le système D : les options de recyclage valides
Vous n'avez pas le temps d'attendre une livraison ? Vous pouvez cannibaliser des aciers de haute qualité sur des objets existants.
Où trouver du bon acier à ressort :
- Les vieilles lames de scie à ruban (souvent du C75).
- Les spatules de maçon ou couteaux à enduire usagés.
- Le ressort spirale d'un lanceur de tondeuse.
- Les lames de ressorts de suspension automobile (pour les pièces épaisses).
Conseil Pro
Fuyez l'acier de construction standard (le fer à béton ou le plat laminé de base) et la visserie inox classique. Ces métaux ne contiennent pas assez de carbone pour prendre la trempe. Vous perdrez votre temps.
Tutoriel de fabrication en 4 étapes
Voici la méthode pour transformer votre barre de métal inerte en un ressort vivant. Travaillez toujours dans une zone ventilée, loin de tout matériau inflammable.
1. La découpe et le formage à froid
Profitez que l'acier soit à l'état « recuit » (tendre) pour le travailler. Tracez votre forme, sciez, limez.
Trois points de vigilance :
- Percez vos trous maintenant. Une fois trempé, l'acier mangera vos forets standards au petit-déjeuner. Il faudra du carbure coûteux pour le percer.
- Si vous meulez, ne faites jamais chauffer la pièce au bleu. Si le métal bleuit sous la meule, vous créez des zones de tension hétérogènes. Gardez un verre d'eau à côté et refroidissez la pièce toutes les dix secondes.
- Arrondissez les angles vifs. Un angle droit est une amorce de rupture (concentration de contraintes). C'est là que ça cassera.
2. La trempe (le durcissement)
C'est le moment de vérité. Nous allons chauffer l'acier pour changer sa structure atomique puis figer cet état brutalement.
Préparez un bac métallique avec de l'huile (huile de trempe ou simplement végétale type colza). Chauffez un peu l'huile avant (en y plongeant un bout de fer chaud) pour qu'elle soit tiède (40-60°C). Cela réduit le choc thermique.
Chauffez ensuite votre pièce uniformément au chalumeau ou à la forge. Vous visez une couleur rouge cerise (environ 800°C – 830°C). Dès que la couleur est uniforme, plongez immédiatement la pièce à la verticale dans le bain d'huile. Agitez-la en faisant des 8 pour éviter qu'une bulle de vapeur isolante ne se forme autour du métal.
Pas de thermomètre laser ? Utilisez un aimant. Quand l'acier chauffe, il atteint le « point de Curie » (environ 770°C) où il perd son magnétisme. Dès que l'aimant ne colle plus, chauffez encore une poignée de secondes pour atteindre les 800°C et trempez aussitôt.
Pourquoi l'huile et pas l'eau ? Pour les petites pièces riches en carbone, l'eau est trop violente. Elle refroidit si vite qu'elle crée des micro-fissures invisibles (tapures). L'huile est plus douce et sécurise votre travail.
3. Le blanchiment
Sortez la pièce de l'huile. Elle est noire, grasse et dure comme du verre. Si vous tentez de la plier maintenant, elle cassera net.
Nettoyez-la et poncez la surface au papier de verre (grain 240 ou 400) jusqu'à retrouver le métal gris.
Cette étape est indispensable pour voir les couleurs d'oxydation apparaître lors de la phase suivante. Sans blanchiment, vous pilotez à l'aveugle.
4. Le revenu (le secret de l'élasticité)
La trempe donne la dureté, le revenu donne la résilience. Nous allons sacrifier un peu de cette dureté extrême pour gagner en souplesse et éviter la casse.
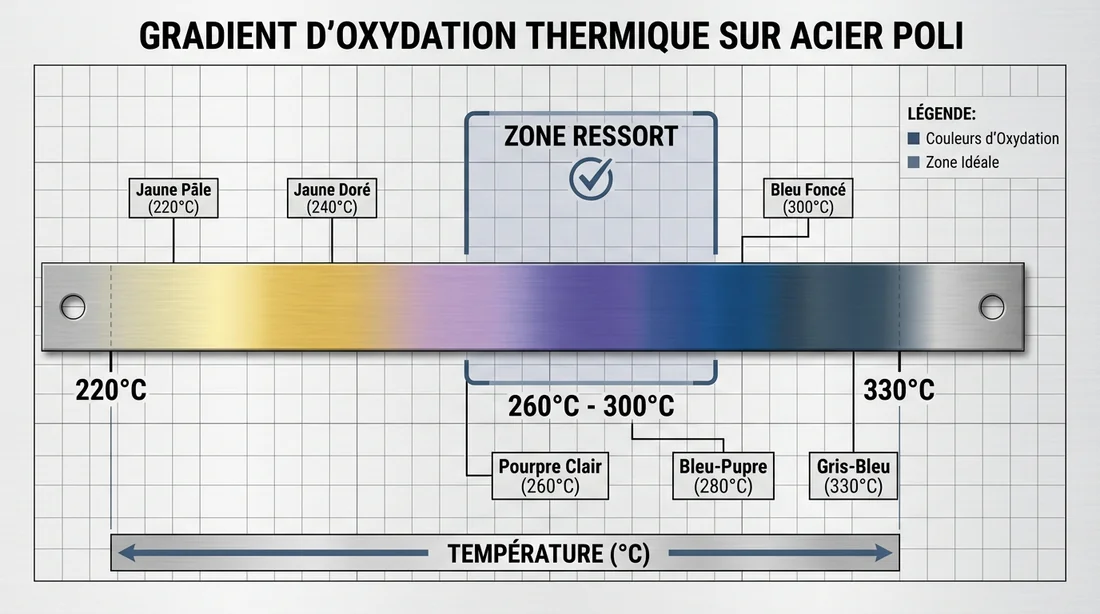
Il faut chauffer la pièce doucement. Le four de cuisine est idéal pour sa précision, mais une lampe à souder ou une plaque électrique fonctionnent aussi si vous avez l'œil. Observez le métal blanchi. En chauffant, il va changer de couleur : jaune, or, rouge, puis bleu. Pour un ressort, nous cherchons le bleu.
Tableau des températures et couleurs
Ce tableau est votre boussole. Il relie la température de surface à la couleur d'oxydation visible pour un acier carbone classique.
| Température (°C) | Couleur visuelle | Usage type |
|---|---|---|
| 220°C | Jaune paille clair | Rasoirs, bistouris (très dur, cassant) |
| 240°C | Jaune paille foncé | Couteaux, ciseaux à bois |
| 270°C | Pourpre / Violet | Outils de frappe, couteaux de camp |
| 290°C – 300°C | Bleu clair / Bleu roi | Ressorts fermes |
| 310°C – 330°C | Bleu gris / Gorge de pigeon | Ressorts très flexibles, tournevis |
| > 350°C | Gris (couleur disparue) | Trop mou (détrempé) |
Une fois le bleu atteint, stoppez tout et laissez refroidir à l'air libre.
Pourquoi ça casse ? (Diagnostic des échecs)
Même les pros ratent des traitements thermiques. Voici comment analyser vos erreurs pour ne plus les commettre.
Le ressort casse net
Si la pièce explose à la première sollicitation, vous avez trois coupables potentiels :
- Absence de revenu : Vous avez sauté l'étape 4 ou n'avez pas chauffé assez fort (resté au jaune paille). L'acier est trop dur.
- Grain grossi : Lors de la trempe, vous avez trop chauffé (jaune vif ou blanc). La structure interne de l'acier ressemble à du popcorn, c'est fragile.
- Choc thermique : Vous avez utilisé de l'eau glacée au lieu d'huile tiède.
Le ressort reste mou
Si la pièce plie et ne revient pas :
- Acier inadapté : Vous avez utilisé de l'acier doux de quincaillerie. C'est la cause numéro 1.
- Trempe ratée : Vous avez trempé alors que l'acier n'était que rouge sombre. La transformation (austénitisation) n'a pas eu lieu.
- Revenu trop chaud : Vous avez dépassé le bleu pour retourner au gris. Vous avez « détrempé » l'acier, annulant tout votre travail précédent.
Finitions et protection
Un ressort vit sous tension permanente. La moindre amorce de corrosion peut devenir une fissure de fatigue. Une fois votre revenu thermique validé :
- Polissez la pièce finement (grain 600 puis pâte). Une surface miroir élimine les micro-rayures qui concentrent les contraintes.
- Graissez le ressort avant le montage.
- Pour les pièces statiques, un brunissage à froid offre une couche protectrice supplémentaire.
Fabriquer un ressort plat est un rite de passage. C'est le moment où l'on cesse de subir la matière pour commencer à la dompter. Si vous respectez le trio sacré « XC75, trempe à l'huile, revenu au bleu », votre pièce sera souvent supérieure à l'originale.
Et vous, quelle est la pièce la plus complexe que vous ayez tenté de tremper ? Le métal a-t-il vrillé au pire moment ? Racontez-nous vos casses (et vos victoires) dans les commentaires.
FAQ
Peut-on fabriquer un ressort avec de l'acier Inox ?
Non, pas avec les méthodes simples. La plupart des inox standards ne prennent pas la trempe thermique classique. Ils durcissent par écrouissage (frappe à froid), un procédé très difficile à maîtriser dans un atelier amateur.
Quelle huile utiliser pour tremper un ressort ?
L'huile de trempe spécialisée est le top, mais l'huile végétale (colza ou arachide) préchauffée fonctionne bien mieux que l'huile de vidange. Évitez absolument l'huile de vidange usagée : elle dégage des fumées toxiques cancérigènes.
Comment savoir si la température de trempe est bonne sans thermomètre ?
Faites confiance au magnétisme. Gardez un aimant à portée de main. Quand l'acier devient rouge cerise et qu'il ne colle plus du tout à l'aimant, vous avez atteint la température critique.
Quelle différence entre un ressort plat et une lame de ressort ?
C'est surtout une question d'échelle et d'usage. On parle de « lame de ressort » pour les suspensions de véhicules (pièces épaisses, courbées), tandis que le « ressort plat » désigne les pièces fines d'horlogerie, d'armurerie ou de serrurerie. La métallurgie, elle, reste identique.